




网站首页 >> 产品说明 >> 大型转子中心孔磁粉探伤方法及结果分折
大型转子中心孔磁粉探伤方法及结果分折
作者:王国元王曦
射阳宏旭探伤机制造有限公司是一家专注于磁粉探伤机、磁粉探伤仪、退磁机、荧光渗透检测线及相关耗材研发制造的科技型企业。
摘要:介绍了大型转子中心孔磁粉探伤方法,并对探伤结果进行了分析总结。特别是对发纹类缺陷的危害
性提出了经验性的见解。
关键词:磁粉检测;磁化方法;发纹
1 前言
转子是发电设备中的关键部件之一。以前大多是生产没有中心孔的转子,在使片1过程中发现无中心孔转子的使用寿命不长,易断裂损坏。分析其原因,大致是因为转子中心部位不易锻透,组织结构不均匀,化学成分偏析严東,易形成非金属杂质,在高速旋转中容易造成应力集中,导致疲劳裂纹产生,从而导致断裂损坏。因此,20世纪90年代后,开始生产带有中心孔的转子。为了检验中心孔内壁上是否存在裂纹之类的危害性缺陷,特配备了以下设备:美国进口大型固定式机、观察深度为15 m的内窥镜、一套磁化和喷磁悬液共用
装置。
2磁化和喷磁悬液共用装置的设计
针对常用的转子规格,我们设计了如图1所示的磁化和喷磁悬液共用装置。
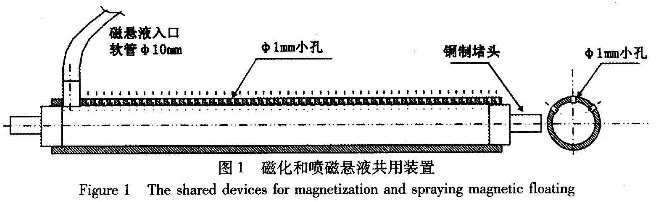
制作方法:选用Φ25 mm×5 mm×11 000mm的铜管一根(若无11 m长的管子,可加工螺纹接长),在管子45°螺旋形方向的上半部分,等间距钻3个01 nrni的小孔,螺距为30 mm,要覆盖整个铜管长度。孔不能太大,否则,压强差太大,无法将磁悬液喷在工件内表面上。这与所设U•的磁悬液泵的压强有一个计算匹配问题。
3磁粉检测
3.1磁化前准备
磁悬液装置:选用带搅拌器的自制压力泵,用压缩空气加压,泵上装有压力表,以观察实际压力。由一人专门操作,控制磁悬液的开关以及压力值。磁悬液采用黑色油悬液,不能用荧光磁粉,因为孔太小,无法用紫外灯观察。内孔淸理:将不起毛的布捆成团,用铁丝牵
连,来回拖拉几次即可。
3.2磁化方法
中心导体法,主要检査转子中心孔内壁纵向
缺陷。中心孔内径110 mm。
磁化电流:交流电1200 A,用A1 30/100试
片,磁痕显示淸晰。
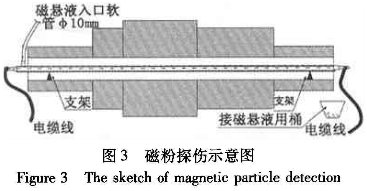
整个装置的磁粉探伤示意图如图3所示。
3.3磁化操作
一人控制设备,操作磁化按钮。_人负责磁悬液开关,送磁悬液,一人负责操作中心导体。
磁化操作耍领:在未通电前,先通磁悬液,使中心孔上表面被润湿。因为所钻的孔有一定间
隔,所以为了完全润湿中心孔表面,要适当前后移动导体,并且同时适当转动导体=在磁化的同时也要进行这样的操作。停施磁悬液后,再磁化2~3次,磁化工作就完成了。然后就撤消电缆线,取出中心导体,准备观察。
4观察
使用带刻度的内窥镜进行观察。采用中心导体法时从理论上看整圈都应被磁化,都处于有效检验范围,但实际上由于磁悬液的流动会破坏磁痕的显示,导杆和支架的拖拉也会破坏下半部分的磁痕显示,所以只观察上半部分的显示。观察完后再将转子中心孔淸理干净,将转子转180°后按上述操作再做一次,以保证100%磁粉检验。
5磁痕显示分析
转子中心孔磁粉探伤时,最常见的磁痕显示是非常直的线性显示,有几毫米至几十毫米长,与裂纹显示特征完全不一样。由于缺陷显示在内表面,无法用放大镜、光学显微镜之类的仪器进行观察,给缺陷定性带来了一定困难。为了确定其深度,我们建议采用扩孔的方式消除显示,扩孔深度为2 mm,其结果是原有的磁痕显示消除了,但在第一次检测时没有磁痕显示的地方出现了同样类似的磁痕显示》为确认缺陷的性质,我们将钻孔时套下的中心棒加工成短节,在固定式磁探机上进行轴向通电法磁粉检测。在轴向同样也发现了很多类似的磁痕显示。针对这一问题,我们联合有关单位进行共同研究,通过酸洗,切片,化学成分分析等一系列检验检测手段,分析证实该磁痕显示是由细小的非金属化合物引起的。其主要成因是该类转子属于轴向拔长,锻造工艺是先锻粗,后拔长。处于心部的细小非金属化合物在敦粗过程中,受到锻造力的作用很小,未被打碎,而在拔长过程中,受到挤压力的作用,使本来成点状的非金属化合物受到同样的拔长,从而形成细长且很浅的非金属夹渣物,表现为具有发纹特征的磁痕显示。通过查阅大量的国内外相关标准,都没有发现关于发纹的危害性的具体论述,故可以按合格投人使用。如今转子已运行多年,未出现任何不良现象。
6结束语
(1)着重介绍了转子中心孔磁粉探伤方法,为实际工作提供了一套方便简捷的有效方法。
(2)通过对缺陷部位的取样和对磁痕显示的特征分析,确定缺陷为发纹《从转子运行多年的
结果看,该发纹缺陷对转子没有危这也为转子中心孔磁粉探伤验收标准的制定提供了有力的实验数据。
责任编辑龙礼建