




网站首页 >> 技术文档 >> CJW-2000型荧光磁粉探伤机通用调试操作指引
CJW-2000型荧光磁粉探伤机通用调试操作指引
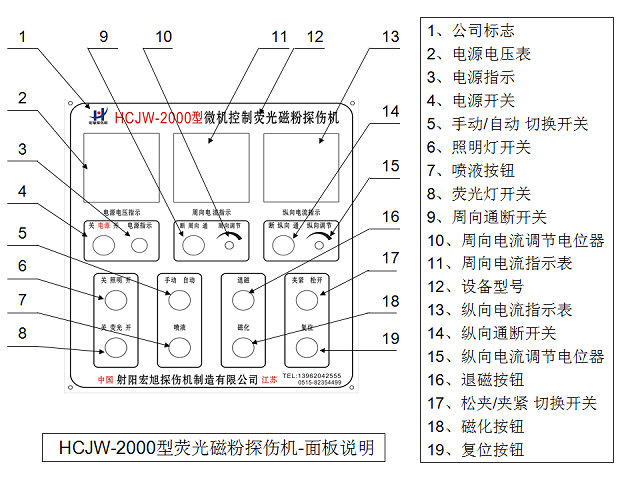
HCJW-2000型荧光磁粉探伤机
通用调试操作指引
概述
本通用调试操作指引说明为射阳宏旭探伤机制造有限公司针对“HCJW-2000型荧光磁粉探伤机”内部培训资料,仅供参考。
一、磁粉探伤机初次操作前准备工作:
1、操作前请仔细熟读说明书一至二遍,了解各功能模块、功能开关、按钮功能、注意事项等。
2、磁粉探伤机组装完成后,打开磁粉探伤机左侧下方门板接入三相四线380伏及零线,采用不低于10平方的铜芯电缆线(必须接地),接线需专业电工操作,严禁非专业人员操作。
3、将电路板上的空开推合,接通外部电源。
4、切换控制面板上的“电源开关”使整机通电。
5、接通气源,并检查磁粉探伤机上的气动二联件气压应达到0.4-0.6MP。
!!!注意:1)、接通气源前需检查气管内是否有水,如有必须先排空;
2)、磁粉探伤机标配气管直径为8个。
6、将日光灯管及紫外灯管安装好后,切换控制面板上的“荧光灯开关”“照明灯开关”,检查荧光灯与照明灯正常与否。
7、将电源柜上的手动自动切换按钮切换至手动状态。
8、按需要加入水或无味煤油到储液箱内,一次性加满约为 50斤,
!!!注意:1)、加水或油之前需清洁储液箱内部的杂质灰尘;
2)、水或油通过集液槽加入也可直接加入储液箱。
3)、磁粉需按照下表添加(需注意磁粉克重可能因检测工件的不同会有所变化)
|
水剂磁悬液的配制 |
油剂磁悬液的配制 |
|
磁粉:4-5克/升水 |
磁粉:3-4克/升无味煤油 (应使用无味煤油或磁粉探伤专用载液) |
|
分散剂:0.2% 检查液重量 | |
|
防锈剂:0.5% 检查液重量 |
9、确认磁悬液已经加好,合上电路板上的水泵断路器,让磁粉在载液中得到充分的搅拌。
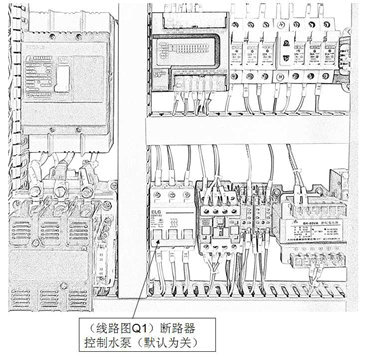
些断路器可能因电路板大小而变换位置,请注意观察
10、控制面板上的“手动/自动”切换开关打在“手动”状态按下喷液按钮:
1)检查自动喷淋是否正常
2)检查手动喷枪是否正常
如发现喷液无力,需检查管路是否有打结,如无打结,则需将三相电换相。可在总电或断路器上切换。
注意:1)、在操作前请检查喷淋管路的喷液方向,并将档液板拉到身前,以防喷出机外或身上,可先关闭二三只球阀,或关小球阀。
2)、喷液装置由两只水泵组成,合上水泵断路器后,只要打开“电源开关”,其中一只搅拌水泵将自动运行直至关闭“电源开关”,喷液按钮只是启动喷液水泵。
二、磁粉探伤机对工件检测前准备工作:
!!!注意:1)、此时不得将把工件装入工装上;
2)、如使用煤油作为磁粉载液,需准备灭火器!!!
1、确认控制面板上的“手动/自动”切换开关打在“手动”状态,左右旋转切换“夹紧/按钮”开关,目测磁粉探伤机是否按照手动指令运行,由气缸控制左电极伸出、缩回,可多次来回旋转切换,确认夹紧、松开动作正常,则进行下一步,如否,请检查气源压力是否达到0.4MP以上。(此项为操作员首次试车需进行项目,请务必执行,如非首次操作,可跳过此步骤。建议每日操作前执行一次检查磁粉探伤机此关键动作。)
!!!注意: 磁粉探伤机的程序在“自动”状态下自动锁止了可预见性的非法操作,如不能对“夹紧/松夹”“磁化”“喷液”等功能进行操作。如发现操作无反应,请复查是否当前操作为非法操作。请勿尝试任何非法操作,为此可能导致工件掉落并发生危险!!!
2、继续保持磁粉探伤机为手动状态。确定被试车工件的长度,通过手轮调整电极间距至合适位置。将工件放入探伤机的夹持两端V型托块上并固定好,能过夹紧开关夹紧工件,通过手摇动与否确认夹紧力可靠。(请注意工件与电极铜板所接触被夹持的两端面,需平整光洁,无毛刺、铁屑、氧化皮、锈斑等,否则易出现打火灼伤工件或紫铜垫板。)
3、根据工件长度,确定开启喷液球阀数量,并调节喷液头角度确保对工件的全方位喷洒磁悬液。
三、磁粉探伤机对工件检测的灵敏度调试:
1、确认控制面板上的“手动/自动”切换开关打在“手动”状态。
2、准备用于灵敏度检测的试片及实体裂纹工件
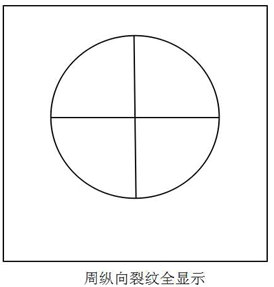
可通过电工胶带将试片的十字全圆一面贴于工件平整表面缭绕固定,需注意不能将十字全圆处贴到。
如没有实体裂纹工件,可通过在工件上钻4-6公厘的孔,将螺栓砸进孔中,使螺栓将孔塞实,再打磨平整至在白光下看不到螺栓印为止。
3、周向电流调节
1)确认控制面板上的“夹紧/松开”切换开关打在“夹紧”状态,夹紧贴有试片或具有裂纹的工件。
!!!注意:进行周向电流调节时,如工件不夹紧将不能磁化,周向电流需夹紧通电才能工作。
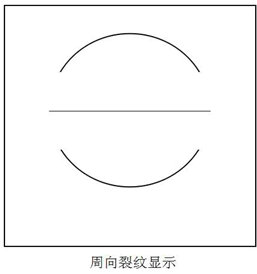
2)将控制面板上“周向通断开关”打到“通”状态,“纵向通断开关”打到“断”状态,将“周向电流调节电位器”左旋到底,然后开始将“周向电流调节电位器”右旋逐步调高电流,每旋转一定的角度后,再点动“磁化”按钮或“脚踏开关”“磁化”按钮按下的时间不得超过3秒,此时电流表会有电流显示。通过旋转“周向电流调节电位器”,再按工作按钮,一直调节到需要的电流值大小即可。
!!!注意:调节电流时电流旋钮不得与工作按钮同时进行,应旋转一定的角度后再按下工作按钮,然后读出电流值大小。磁化规范规定周向电流的大小为工件平均直径的8-15倍,通常操作时可以选约10倍即可,工件直径的单位为毫米。
4、纵向电流调节
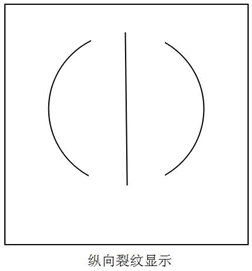
5、分别调整好周、纵向电流后还需将“周向通断开关”“纵向通断开关”均打到“通”状态,进行复合磁化的灵敏度检测,如发现周向或纵向裂纹显示不是太清晰时,需针对周向或纵向稍调高或调低电流,最终试片上的十字全圆全部清晰显示为止。达到一次性检测工件表面及近表面全部的裂纹缺陷目的。
四、磁粉探伤机正式使用:
1、调整好周纵向电流后,即可将“手动/自动”切换开关切换至“自动”状态,按下“磁化”按钮或“脚踏开关”,磁粉探伤机即可按照自动程序自动执行探伤程序:夹紧、喷淋磁化、二次磁化、松夹的自动程序,观察完毕将工件放回V型托块,按下“退磁”按钮探伤完毕。
注意:
1、在观察完毕后需人工干预发出退磁指令即可自动退磁,其余动作不需要人工操作。
2、本磁粉探伤机储液箱大约需要磁粉量杯的70-100ml。磁粉在使用中需根据检测量大小、工件表面清洁光洁程度,定期通过磁悬液沉淀管测量磁粉浓度及试片确认磁粉的合格性,如不使用情况下大约两个月左右磁悬液会失效,此时需要将磁悬液全部倒掉重新配置。
3、请定期检查润滑磁粉探伤机的导轨和电极轴。
4、请定期检查磁粉探伤机上的气动二联件上的右侧罐体内的润滑油是否充足。
5、磁粉探伤机不使用的时候请关闭电源和气源以及暗室,并且不得在磁粉探伤机上长期放置工件。
射阳宏旭探伤机制造有限公司整理
技术部