




网站首页 >> 技术文档 >> 非相关磁痕
非相关磁痕
定义:
非相关磁痕由磁粉探伤机或磁粉探伤仪的漏磁场产生,但它不是有害缺陷的漏磁场。.
产生原因:
1.工件截面突变
工件截面的变化会改变工件内部磁力线的分布,在工件上孔洞、键槽、齿条等部位,由于截面缩小,迫使一部分磁力线溢出工作面,形成漏磁场。图1-1为轴套上键槽引起的非相关磁痕,这种磁痕呈松散的带状分布,宽度与键槽宽度大致吻合。如果有多条键槽,外表将会按键槽的分布规律出现多条对应的磁痕。在齿轮的齿根和螺纹的根部容易出现这种非相关磁痕,甚至遍及整个根部,应注意的是由于根部的结构原因,这时的磁痕不再是松散、带状分布,而与裂纹的磁痕很难区别,所以在根部判别缺陷磁痕时,一定要认真、仔细地排除这种非相关磁痕。
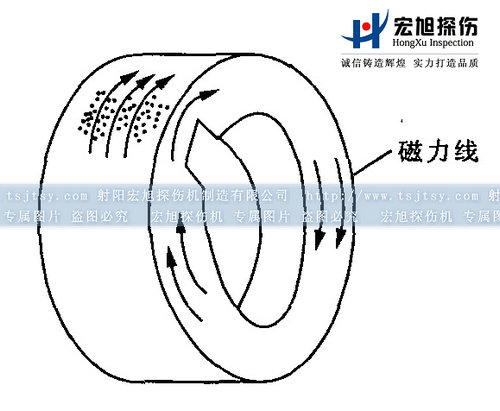
图(1-1) 轴套上键槽处的磁痕
2.工件磁导率不均匀
工件磁导率的差异会产生漏磁场,这是由于低磁导率处难以容纳高磁导率处同样多的磁通量而穿出表面所致。它将产生宽松、浅淡和模糊的磁痕。导致材料磁导率不均匀的原因是多方面的,一般在下列位置易于产生这种磁痕:冷作加工后未经热处理的材料,在变形量大的冷作硬化区边缘;局部淬火工件的不同热处理状态的交界处f两种钢材焊接交界处;被检试件材料具有组织差异的部位;焊条金属与母材有碎性差异的焊缝;工件中有残余应力存在的部位等。
3.磁写
已被磁化的工件如与铁磁性材料接触、碰撞,在接触、碰撞部位会有磁力线溢出工件表面,形成漏磁场,它所形成的磁痕称为磁写。这种磁痕一般是松散、模糊的,线条不清晰,但如果有尖锐的磁性利器在已磁化的工件上划一下,会产生近似于条状缺陷磁痕的显示。磁写可以沿工件任何方向出现。磁写在工件退磁后的重新磁化校验中一般不会再出现。
4.磁化电流过大
磁化电流过大会使工件过度饱和,这时磁通密度超越了材料能够容纳的极限值,多余的磁通将溢出工件表面,形成杂乱显示,这种磁痕最容易出现在截面变化处。端角和使用支杆法时的支杆接触部位附近,磁痕一般呈不连续的分散分布,走向较多与材料的金厲流线一致。