




网站首页 >> 技术文档 >> 探伤机磁化方法周向磁化中的支杆法
探伤机磁化方法周向磁化中的支杆法
定义:
磁粉探伤仪的支杆法是一种局部通电磁化方法,用于发现支杆之间区域内与支杆连线平行方向的缺陷,变动支杆通电位置,可以发现不同方向的缺陷。检测灵敏度高,机动性强,方便灵活,不受试件形状、尺度的限制,对于大型、复杂工件尤为适宜。
概述:
支杆法是CY-1000磁粉探伤仪、CY-2000磁粉探伤仪、CYD-3000移动式磁粉探伤仪、CYD-5000移动式磁粉探伤仪等机机型的常用检测法。不受试件形状、尺度的限制,对于大型、复杂工件尤为适宜。
检测要求:
用支杆法(见图1-1)磁化工件时,工件表面的磁场强度与磁化电流、支杆间距有关。
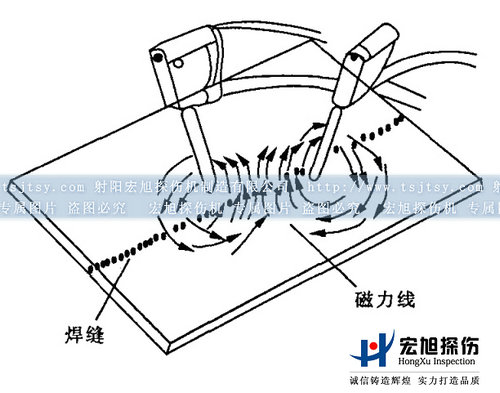
图1-1 支杆法
磁化电流一定,支杆间距越大,工件表面磁场值就越小;支杆间距一定,工件表面磁场值随磁化电流变化,电流值增大,磁场值也增大。在实际使用中,为了得到比较稳定的适宜检测的表面磁场值,磁化电流、支杆间距都有一定的规定。磁化电流一般根据被检工件板厚选择3. 5〜5A/mm(间距)www.tsjtsy.com;支杆间距以150〜200mm为宜,最大不超过300mm,最小不低于75mm。间距过大,磁场值达不到规定要求,间距过小,则会使电极附近磁力过密,产生与缺陷无关的磁痕。
注意事项:
磁粉探伤仪支杆法也可适用于管、棒材等轴类工件,这时产生的磁场与直接通电法并无差异,如图1 - 2所示是对小直径长钢管的检测。
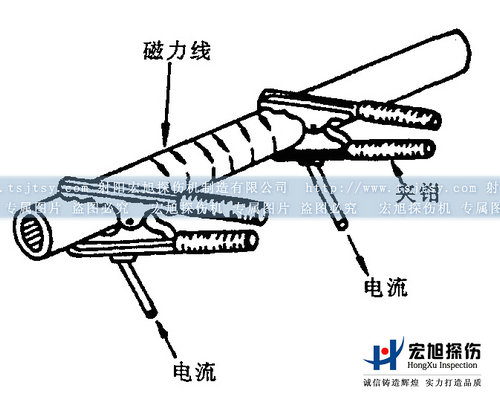
图1-2 小直径长钢管棒的周向磁化
支杆法是磁粉探伤仪支杆探头直接对工件通电磁化的,如果磁粉探伤仪的支杆电极头部与工件接触不好,在接触部位会产生火花,电弧影响工件表面质量,对于抛光、电镀表面应避免使用。为保证接触部位良好导电,在电极端应配置钢网或铅垫;同时工件通电部位应清除掉影响导电的氧化皮、油脂等脏物,避免因导电面积太小而烧伤工件。此外,还应注意,支杆接触和离开工件时,都应在磁粉探伤仪断电状态下进行,否则将产生电弧和火花。
专业的射阳磁粉探伤机生产厂家就找射阳宏旭探伤机制造有限公司。